

产品别名 |
机械精密 |
面向地区 |
全国 |
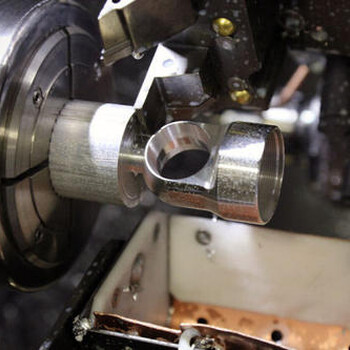
轴类零件加工的定位基准,是以工件的中心孔作为加工的定位基准,轴类零件加工当中,各个外观的表面、锥孔、螺纹表面的同轴度,端面对旋转轴线的垂直度都是未知精度的主要体现,这些表面一般都是以轴的中心线作为设计基准。
其次是外圆跟中心孔作为加工的定位基准,这种方法有效克服了中心孔定位刚性不佳的缺点,尤其是加工比较中的零件的时候,中心孔定位会造成装夹不闻,切削用量也不能太大,采用外圆和中心孔位定位基准就不用担心这个问题,粗加工的时候,采用轴的外圆表面跟中心孔作为定位基准的方法能够在加工中承受比较大的切削力矩,是轴类零件为常见的一种定位方法。
车削硬质合金零部件的过程当中,刀具自身的硬度要被加工零件的硬度,所以目前车削加工硬质合金零件的刀具材料主要是以高硬度高耐热非金属粘合剂PCD跟CBN为主;硬度小于HRA90的硬质合金零部件,选择BNK30材质CBN刀具来进行大余量的切削,刀具不脆裂、不烧伤;硬度大于HRA90的硬质合金零部件,一般选择CDW025材质PCD刀具或者采用树脂结合剂金刚石砂轮来进行磨削。
在对硬质合金进行精密加工R3以上的槽的时候,对于加工余量比较大的,一般采用BNK30材质CBN刀具来进行粗加工,然后再使用砂轮磨削,对于加工余量比较小的,经验直接使用砂轮进行磨削,或者采用PCD刀具进行仿形加工。硬质合金轧辊月牙槽刻肋加工的时候,采用CDW025材质的金刚石铣刀,业内也称之为飞刀或者旋铣刀。
对于硬质合金零部件的铣削工序,根据用户的需求,能够提供CVD金刚石涂层铣刀和金刚石镶刀片的铣刀来进行精密加工,能够替代电解腐蚀跟电火花的工艺,提升制造加工效率跟产品的品质,假如使用CVD金刚石涂层铣刀对硬质合金进行微铣削的话,表面的粗糙度能够达到0.073um。
加工精度跟加工误差其实是一个问题,只不过两种说法罢了,所以,加工误差的大小其实也是反映了加工精度的高低,下面进入正文,机械加工误差产生的主要原因都有哪些?夹具的几何误差,夹具的作用是让零部件相当于刀具跟机床具备准确的位置,所以,夹具的几何误差对于机械加工中的位置误差有着非常大的印象概念股。
最近来访记录







